

Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-07-05 Origen:Sitio









Necesita fuertes juntas de tubería de plástico para que su sistema de riego funcione bien. La soldadura con tope de plástico hace una junta apretada y a prueba de fugas. Esta articulación puede manejar el arduo trabajo de riego. Cuando usa tuberías de plástico, desea conexiones que no se filtren. Esto ayuda a que su sistema de riego se ejecute sin detenerse. Las tuberías de plástico no se oxidan y pueden manejar la presión del agua. Elija plástico porque dura mucho y es fácil de instalar.

La soldadura de plástico a tope produce articulaciones fuertes que no se filtran. Esto ayuda a los sistemas de riego a funcionar bien y ahorra agua.
Use las herramientas correctas como la máquina WP160A bienvenida . Controla el calor y la presión para buenas soldaduras cada vez.
Siempre prepare tuberías limpiando y alineándolas. Calentar, fusionarse, enfriarse y verificarlos para asegurarse de que las juntas sean fuertes.
Siga las reglas de seguridad usando guantes y anteojos. Mantenga el aire en movimiento y cuide sus herramientas para detener los accidentes.
Obtenga un buen entrenamiento y siga los mejores pasos para evitar errores. Esto le ayuda a hacer conexiones de tubería de plástico que duran y funcionan bien.
La soldadura de plástico a tope se une a tuberías de plástico en muchos sistemas de tuberías de poli. Este método utiliza calor y presión para pegar los extremos de la tubería. Primero, alineas los extremos de la tubería. Luego los calienta hasta que se suavizan. A continuación, empujas los extremos juntos. Esto hace una articulación fuerte sin huecos. Puede usar esto para tuberías PE, HDPE y PP. Funciona en granjas y fábricas.
El proceso necesita que veas algunas cosas. Debe establecer el calor, el tiempo y la fuerza correctos. Estas cosas cambian lo buena que es la soldadura. Los expertos verifican el calor con herramientas especiales como el análisis térmico y las imágenes infrarrojas. También usan modelos de matemáticas para encontrar la mejor configuración. Esto ahorra tubería y se asegura de que cada junta sea fuerte. Las juntas son tan fuertes como la tubería. Esto es importante para los trabajos de agua y riego.
La soldadura de plástico tiene muchos puntos buenos para los sistemas de riego. Obtiene juntas de tubería fuertes, sin fugas y resistentes. Estas articulaciones ayudan a detener la pérdida de agua y hacer que su sistema funcione mejor. Las tuberías de HDPE se unieron de esta manera en el último lugar y toman alta presión.
Aquí hay algunos beneficios principales:
Obtiene juntas suaves que son tan fuertes como la tubería.
La soldadura a tope es mejor para tuberías grandes y sistemas de alta presión en riego.
Obtiene juntas apretadas que detienen las fugas y mantienen el agua fluyendo.
Este método ayuda a satisfacer la necesidad de sistemas de agua fuertes en riego.
Elija soldadura a tope cuando desee juntas de tubería fuertes y duraderas. De esta manera, construyes buenos sistemas de riego por granja que funcionan todos los días.

Necesita las herramientas adecuadas para hacer juntas de tubería fuertes. La WP160A WP160A Hidráulica Máquina de soldadura a tope es una excelente elección para los trabajos de riego. Esta máquina funciona con tuberías PE, HDPE y PP de 63 mm a 160 mm. Tiene un marco fuerte, una herramienta de planificación aguda y un calentador que funciona bien. Estas piezas lo ayudan a obtener la misma buena soldadura cada vez. La máquina usa una estación hidráulica. Esto da una presión constante y le permite controlar la soldadura. Esto es importante para la soldadura por poli.
Aquí hay una tabla que enumera los principales detalles técnicos de la máquina de soldadura a tope WP160A:
| Detalles | de la especificación |
|---|---|
| Modelo | WP160A |
| Rango de soldadura (mm) | 63-160 |
| Materiales aplicables | PE, PP, PVDF |
| Fuente de alimentación | 220V, 50Hz |
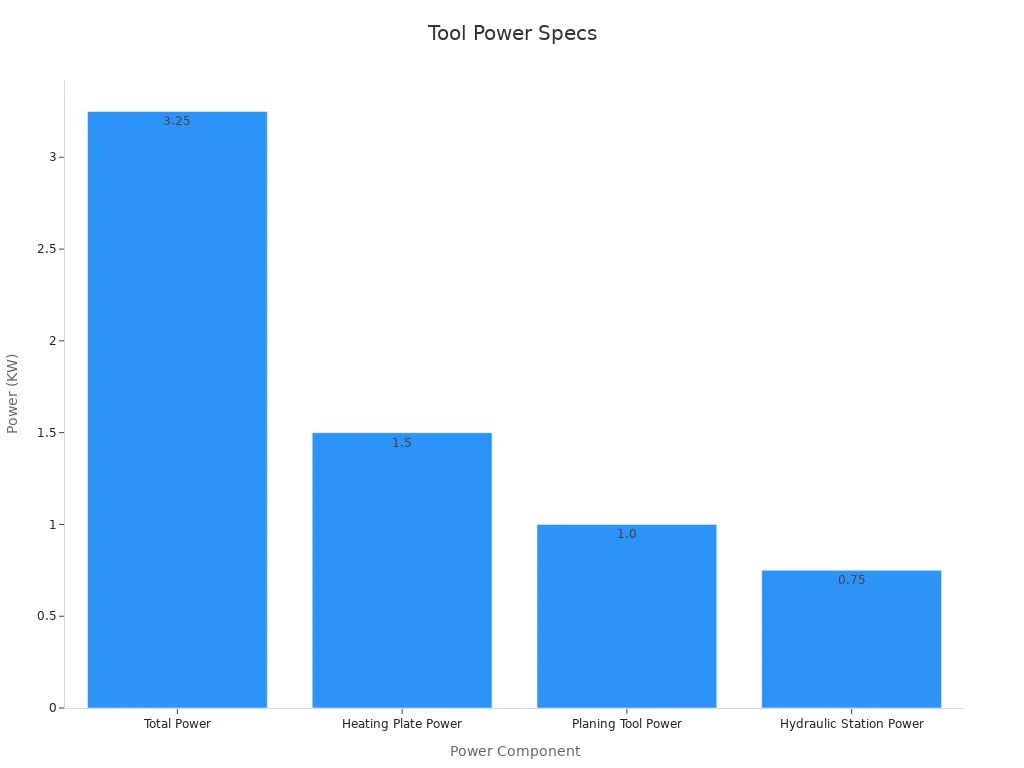
| Potencia total | 3.35 kW |
| Potencia de placa de calentamiento | 1.5 kW |
| Potencia de herramienta de planificación | 1.1 kW |
| Potencia de la estación hidráulica | 0.75 kW |
| Temperatura de placa de calefacción máxima | 270ºC |
| Desviación de la temperatura | ± 5ºC |
| Rango de ajuste de presión | 0-6.3 MPA |
| Peso (neto) | 99 kg |
El WP160A tiene una placa de calefacción con recubrimiento de teflón. También tiene un motor de cobre fuerte y un panel de control que es fácil de usar. Estas características lo ayudan a soldar tuberías de plástico y detener fugas. La máquina también puede mantener registros de cada soldadura. Esto le ayuda a verificar la calidad de su trabajo.
Consejo: Las buenas máquinas como el WP160A pueden reducir los errores hasta en un 85%. Esto se debe a que es muy preciso y mantiene la temperatura correcta.
Puede usar esta máquina para muchos tipos de tuberías de plástico. Funciona para riego, suministro de agua y otros trabajos de tuberías. La máquina ahorra energía y no necesita mucha fijación. Esto lo convierte en una elección inteligente para proyectos grandes y pequeños.
Cuando usa una máquina de soldadura a tope, la seguridad es muy importante. Siempre use guantes y gafas de seguridad. Estos protegen sus manos y ojos de las quemaduras y salpicaduras. Asegúrese de que el área tenga un buen flujo de aire. Esto le impide respirar humos malos cuando se soluciona. Mantenga sus herramientas en buena forma para detener los accidentes y ayudarlo a trabajar mejor.
Los guantes y los vasos de seguridad lo mantienen a salvo del calor y los brocas voladores.
El buen flujo de aire te ayuda a evitar respirar en los humos.
Cuidar sus herramientas mantiene su área de trabajo segura.
Si sigue estos consejos de seguridad, se mantiene a sí mismo y a otros a salvo cuando trabaja con tuberías de plástico y máquinas de soldadura a tope.

Primero prepare sus tuberías y el espacio de trabajo. Limpie los extremos de la tubería con un paño limpio para quitar la suciedad o el aceite. Corte los extremos de la tubería para que estén planos y suaves. Use el WP160A bienvenido para mantener las tuberías apretadas. Siga las reglas ASME/ANSI B16.25 para los extremos de la tubería . Estas reglas le dicen cómo dar forma y verificar los extremos de la tubería. Un buen preparación detiene los problemas y fortalece la articulación.
Consejo: Mire siempre sus herramientas y asegúrese de que todo se alinee antes de comenzar. Esto te ayuda a detener errores como articulaciones malas o tuberías desiguales.
Mantenga registros y use pruebas como pruebas de curvatura para verificar su trabajo. Estos pasos lo ayudan a prepararse para un buen trabajo de soldadura de plástico.
Pon las tuberías en el soporte de la máquina. El bienvenido WP160A usa hidráulica para mantener las tuberías aún . Asegúrese de que la tubería se toque sin huecos. Se necesita una buena alineación para una soldadura fuerte. Use el panel de control para configurar la presión y verificar mirando. Si las tuberías no son rectas, la junta puede romperse.
Ponga tuberías en las abrazaderas.
Ajuste hasta que los extremos coincidan.
Bloquee las abrazaderas para que las tuberías no se muevan.
La buena alineación extiende el calor y la presión de manera uniforme en los siguientes pasos.
Coloque la placa de calefacción a la temperatura correcta para su tubería. Para tuberías HDPE, use 230 ° C. Coloque la placa de calefacción entre los extremos de la tubería. Empuje las tuberías suavemente hacia la placa. Manténgalos allí durante unos 100 segundos. Observe la temperatura y el tiempo en el panel de control.
Las pruebas muestran que la mejor soldadura proviene del calor y el tiempo correctos. Demasiado calor o muy poco tiempo hace que las articulaciones débiles. El calentamiento cuidadoso es importante para soldaduras de plástico fuertes.
Nota: Use siempre los controles de la máquina para mantener la temperatura correcta. Esto evita que las tuberías se pongan demasiado calientes o demasiado frías.
Después de calentar, saque el plato rápidamente. Empuje los extremos de la tubería junto con el sistema hidráulico . Use la presión correcta: 2.5 MPa para tuberías HDPE. Mantenga la presión estable para que el plástico derretido se pegue bien. El bienvenido WP160A mantiene la presión incluso para una buena zona de fusión.
| Métrica de fusión | SOLDA | ESTÁNDAR SOLDRA | EL Material |
|---|---|---|---|
| Ancho de la zona de fusión (mm) | ~ 1.4 | ~ 1.4 | ~ 5.2 |
| Fuerza de cáscara máxima (n) | 2828.52 | 1806.47 | 1360.76 |
| Cristalinidad (%) | 57.26 | 55.59 | 48.52 |
Las soldaduras estándar son pares y fuertes. Las articulaciones frías o sobrecargadas tienen problemas y son más débiles. Use los controles para mantener el tiempo de fusión y la presión correctos. Este paso es clave para una buena soldadura de poli.
Mantenga las tuberías sujetadas mientras se enfrían. No mueva la articulación durante este tiempo. Las reglas de enfriamiento, como ISO 16834: 2012 , ayudan a mantener la articulación fuerte. El tiempo de enfriamiento depende del tamaño de la tubería y el material. Si el enfriamiento lleva demasiado tiempo, la tubería puede debilitarse. La fuerza de rendimiento puede disminuir en un 17% si el enfriamiento es demasiado lento.
Consejo: Use el tiempo de enfriamiento del fabricante de tuberías o la guía de la máquina. Esto mantiene la articulación fuerte y evita que se suavice.
Un buen enfriamiento mantiene su soldación de plástico con tope fuerte y duradera.
Revise la junta después de que se enfría. Busque problemas como grietas, agujeros o quemaduras. El cordón de soldadura debe ser suave y uniforme. Use pruebas como pruebas ultrasónicas para encontrar problemas ocultos en el interior. Para las juntas importantes, haga pruebas de tirar o doblar para verificar la resistencia.
Mire la soldadura para obtener problemas de superficie.
Las pruebas ultrasónicas encuentran grietas o agujeros dentro.
Pruebas de tirar y doblar Verificar qué tan fuerte y flexible es la soldadura.
Estas verificaciones lo ayudan a asegurarse de que su soldadura a tope sea buena. Una buena inspección mantiene su sistema de riego seguro y libre de fugas.
Mantenga limpios su espacio de trabajo y tuberías cuando realice soldadura de plástico . Si hay suciedad, aceite o grasa en las tuberías, la soldadura puede ser débil. Reglas como AWS D1.1 e ISO 3834 dicen que debe verificar y limpiar la tubería antes de soldar. Si no limpia, puede obtener agujeros o articulaciones malas.
Quite toda la tierra suelta de los extremos de la tubería.
Elija el limpiador adecuado para su pipa.
Asegúrese de que la tubería esté seca antes de soldar.
| de soldadura | Agente de limpieza recomendado |
|---|---|
| Aluminio | Detergente leve o limpiador alcalino |
| Acero | Limpiador a base de solvente o ácido |
| Titanio | Detergente leve o limpiador alcalino |
Después de la limpieza, puede rugir la tubería si es necesario. Esto ayuda a que el plástico se adhiera mejor y sea una junta suave. Las máquinas pueden ayudarlo a encontrar la suciedad temprano, por lo que sus juntas se mantienen fuertes y no se filtran.
Debe observar la temperatura cuando realice soldadura a tope . El calor correcto ayuda a que las tuberías de plástico se unan bien y se mantengan fuertes. Los estudios muestran que cambiar el calor cambia lo fuerte que es la soldadura. Use su máquina para establecer la mejor temperatura para su tubería.
La forma en que el calor sube y baja durante la soldadura cambia la soldadura. Si mantienes el calor estable, detienes puntos y grietas débiles. El calentamiento antes y el enfriamiento después de la soldadura ayuda a reducir el estrés en la articulación. Mirar y cambiar el calor mientras trabaja le da las mejores soldaduras.
El buen entrenamiento es muy importante para la soldadura de plástico. Los trabajadores calificados saben cómo usar la máquina, alinear tuberías y verificar las juntas. Nuevas herramientas como VR y AR lo ayudan a aprender más rápido y cometer menos errores . Estas herramientas lo ayudan a soldar mejor y sentirse más seguro.
Debes practicar con herramientas reales y virtuales. Los programas de capacitación prueban sus soldaduras para obtener fuerza y seguridad. Cuando sigue aprendiendo nuevas habilidades, ayuda a su equipo a hacer juntas de plástico seguras y fuertes cada vez.
Puede cometer algunos errores comunes al hacer soldadura de plástico. Estos errores pueden causar articulaciones débiles o hacer que la máquina deje de funcionar. Si ve estos problemas temprano, puede solucionarlos antes de que lastimen su sistema de riego.
Aquí hay una tabla que muestra problemas habituales, cómo se ven y qué verificar:
| Categoría Común | Síntomas / Descripción de la falla | Checks o reparaciones sugeridas |
|---|---|---|
| Fallas de presión del sistema hidráulico | No hay presión del sistema a pesar de que el motor funciona | Verifique la válvula de alivio de presión, el nivel de aceite, el acoplamiento de la bomba de aceite, el bloqueo del filtro, el medidor de presión, la rotación del motor |
| Mal funcionamiento del cortador de fresado | El cortador no gira ni corta mal | Ajuste la presión de corte, la altura de la cuchilla, reemplazar o afilar la cuchilla, garantizar la producción de chips continuos |
| Problemas de placa de calentamiento | La placa de calentamiento no se calienta correctamente | Verifique las conexiones, el controlador de temperatura, la resistencia al sensor, el aislamiento del tubo de calentamiento, el cableado |
| Fallas de energía y motor | La máquina o la bomba de aceite no funciona | Verificar el cable de alimentación, la línea neutral, el condensador del motor, el interruptor de proximidad, el estado del contactor |
| Fallas de retención de presión en el marco de fusión | El marco no puede sostener la presión o se mueve de manera desigual | Inspeccione la válvula de alivio de presión, el nivel de aceite, las fugas de las articulaciones, el anillo de sellado, la condición del cilindro de aceite |
También puede ver problemas de soldadura como grietas, porosidad o falta de fusión. Estos problemas a menudo ocurren si no limpia bien, usa muy poco calor o suelde de la manera incorrecta. Saltarse la limpieza o usar la configuración incorrecta hace que estos problemas sean más probables.
Puede solucionar la mayoría de los problemas de soldadura siguiendo pasos simples y buenos hábitos. Aquí hay cosas que debes hacer:
1. Entrena y certifica a todos los trabajadores. Las personas calificadas cometen menos errores.
2. Limpie y desglose los extremos de la tubería antes de soldar. Esto evita que la suciedad cause problemas.
3. Asegúrese de que las articulaciones encajen de la manera correcta. La buena configuración hace soldaduras fuertes.
4. Precaliente tuberías gruesas si es necesario. Esto ayuda a evitar que se formen grietas.
5. Mantenga su área de trabajo a salvo del viento y la suciedad. Un espacio limpio ayuda a la soldadura a ir bien.
6. Cuida tus máquinas. Compruebe y ajústelos a menudo para que funcionen bien.
7. Mira cada soldadura. Use sus ojos y pruebas especiales para encontrar problemas ocultos.
8. Siga reglas como AWS o ISO. Estas reglas lo ayudan a obtener buenos resultados cada vez.
Consejo: si ve porosidad, verifique cómo limpia y protege la soldadura. Para grietas, controle el calor y use el relleno derecho. Si no hay fusión, cambie su configuración de soldadura y verifique el ajuste de la junta.
Si usa estas soluciones, sus soldaduras serán mejores y su sistema de riego durará más.
Si sigue cada paso, puede hacer juntas de plástico fuertes que no se filtran en su sistema de riego. La soldadura de plástico a tope hace conexiones difíciles. Estas conexiones mantienen el agua en movimiento y ayudan a su sistema a durar mucho tiempo. El uso de buenas máquinas como el WP160A de bienvenida le permite controlar la presión y la temperatura para cada soldadura. Cuando usa las mejores prácticas y sigue aprendiendo sobre soldadura de plástico, construye sistemas de riego más seguros y mejores. Estos sistemas funcionan bien incluso cuando las cosas se ponen difíciles.
Debe coincidir con el tamaño de la tubería con sus necesidades de riego. El WP160A bienvenido funciona con tuberías de 63 mm a 160 mm. Siempre verifique los requisitos de flujo de su sistema antes de seleccionar una tubería.
Sí, puede usar el WP160A para tuberías PE, HDPE y PP. El diseño de la máquina admite estos materiales. Obtienes articulaciones fuertes y confiables cada vez.
Primero, inspeccione la articulación en busca de grietas o huecos. Limpie el área y revise su configuración de soldadura. Si es necesario, corte la sección defectuosa y repita el proceso de soldadura.
Debe dejar que la articulación se enfríe por completo mientras permanece sujetado. Los tiempos de enfriamiento dependen del tamaño de la tubería, pero la mayoría de las juntas necesitan al menos 10-15 minutos. Sigue siempre la guía de la máquina.
Debe obtener el entrenamiento adecuado antes de usar el WP160A. El entrenamiento lo ayuda a evitar errores y garantiza soldaduras seguras y fuertes. Muchos proveedores ofrecen cursos prácticos o en línea.






